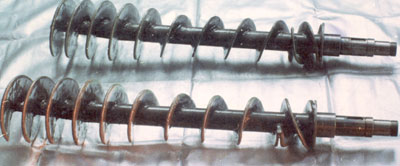
Шнеки линии производства фарфоровой посуды ("БЕ", "Цайдлер").
Проблема
Износ напорных поверхностей шнеков. Снижение производительности линии. Снижение выхода годной продукции из-за плохого перемешивания массы. При остановках линии вследствие коррозии железной основы происходит загрязнение фарфоровой массы продуктами коррозии — в итоге в готовой продукции появляются пятна («мушки»), либо дефекты типа трещин, сколов и пр.
Условия работы
Гидроабразивный износ. Фарфоровая масса имеет частично щелочную реакцию. На части напорных поверхностей сильный кавитационный износ.
Решение
Изготовление шнеков с упрочнением плазменным напылением и
газопорошковой наплавкой:
- вал шнека изготавливается из специальной долотной стали, имеющей высокие прочностные свойства в сыром виде;
- лопасти шнеков изготовлены вытяжкой на прессе (для каждого шага — своя оснастка);
- после сварки и рихтовки производится механическая обработка, абразивноструйная подготовка и плазменное напыление;
- нанесение защитного покрытия — напорные поверхности и торцы лопастей покрываются с помощью газопорошковой наплавки слоем колмоноя толщиной 1..4 мм в зависимости от износа.
Твердость покрытия — 57..62 HRC.
Технико-экономический эффект
Стоимость упрочнения составляет 30% от стоимости изготовления нового шнека. При этом ресурс работы увеличивается в 3..6 раз. Восстановление может быть произведено неоднократно.
|