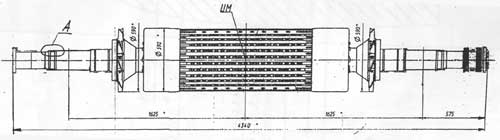
Ротор турбогенератора ТФЭ-10-2/6000 (ХК ОАО "ПРИВОД" — "Привод-ЭЛЕКТРОМЕКАНИК, г.Лысьва Пермской обл.).
Проблема
Устранение производственного брака при выполнении посадочной поверхности страховочного подшипника на размере Ф 170 мм (три поверхности на двух изделиях).
Условия работы
Вес изделия 3880 кг длина 4340 мм. Материал вала 26NiCrMoV115. Скорость вращения ротора — 6000 об./мин. В связи с этим ни о какой наплавке речи быть не может.
Решение
Восстановление поверхности Ф170 способом газопорошкового газопламенного напыления в производственных условиях Заказчика.
Применяемое оборудование — переносное оборудование фирмы Castolin-Eutectik Castodin-2000.
Применяемые материалы — механическая смесь нескольких порошкообразных материалов содержащих в качестве легирующих элементов никель, хром, алюминий, железо, медь.
По теплофизическим и металлохимическим свойствам в наибольшей степени соответствует материалу вала ротора. Твердость нанесенного покрытия 200..230 HRB.
- Предварительная проточка до 0,25 мм на сторону, выполнение неполной резьбы.
- Ззащита не подлежащих восстановлению поверхностей вала и элементов станка.
- Абразивно-струйная подготовка поверхности при помощи мобильного оборудования.
- Подогрев детали в зоне напыления до 60..80°С.
- Напыление при вращении ротора в станке
- Черновая обработка через 2 часа, чистовая в размер — через 12 часов.
Технико-экономический эффект
Восстановление ответственного изделия. Подготовительные работы - 6 часов. Напыление - 3 часа.
|